








The Problem:
A major feed screw manufacturer asked Extreme Coatings to help solve a severe abrasion issue with a large injection molding customer. This is dedicated equipment processing an engineered nylon with 15% glass fiber and 20% glass bead filler. Previous CPM-9V screws experienced as much as .035” (0,87 mm) wear in two months or less. They process with a reverse temperature profile and recommended polymer residence times. The customer wanted to maintain screw design across all equipment so a specific screw design change was not contemplated for this process.
The Solution:
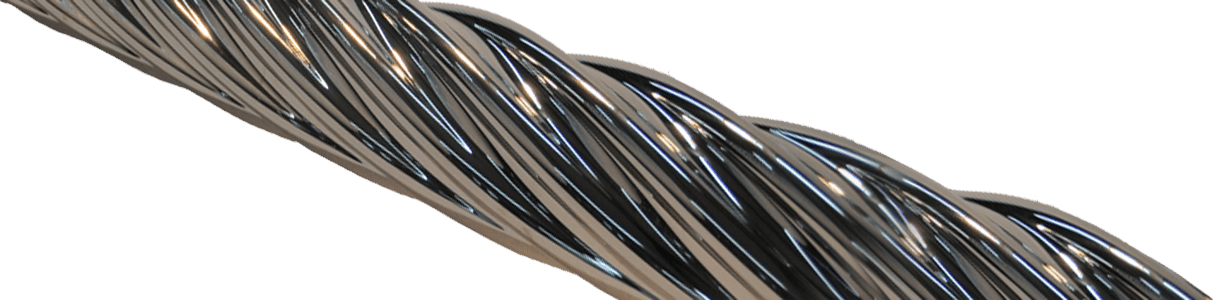
A new 48 mm screw was coated with XC9000 Millennium carbide to a thickness of .010” (0.125mm) and polished to a mirror finish. CPM-9V was used to help ensure wear resistance should the coating wear quickly. The screw is a nylon design with a proprietary mixer at the discharge end.

Benefits:
The customer provided measurements over a seven month period for the coated screw. Comparative wear rates are graphed below for the coated screw and the previous CPM-9V screw.
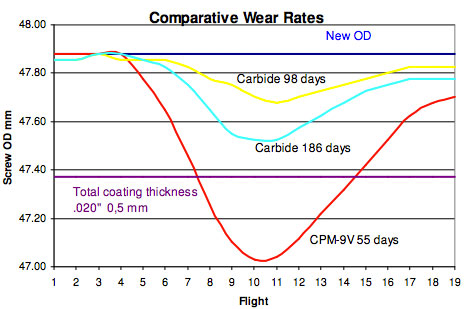
By regular measurement this customer was able to remove the screw from service before breaching the coating and damaging the underlying screw substrate. The screw could then be stripped of remaining carbide and re-coated with a fresh layer of XC9000.
Two coated feed screws provided the life of more than six uncoated tool steel screws in this process. The molder has since coated screws for this and six other applications.